|
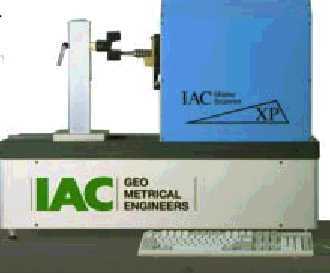
IAC Master Scanner MSXP 10060 Gewinde - Messtechnik in Vollendung Automatische Prüfung von zylindrischen und kegeligen
Innen- und Außengewinden Ein großer Teil unserer Gewindelehren wird auf
einem IAC Master Scanner kalibriert. Die beiden Profile, |
|
|
Dargestellt werden: - Flankendurchmesser |
 |
Unsere Vergleichsnormale:
|
- Parallelendmaßsatz 122 tlg. |
Identnummer 86127. Identnummer 86128. Identnummer IAC 38-0-... Identnummer IAC 38-0-... |
Kalibrierzeichen: 2508 DKD-K-01301 Kalibrierzeichen: 1064 SCS - 067 Kalibrierzeichen: 1726902 - NKO - K 033 Kalibrierzeichen: 1726901.1 NKO - K 033 |
Unsere Musterprotokolle:













